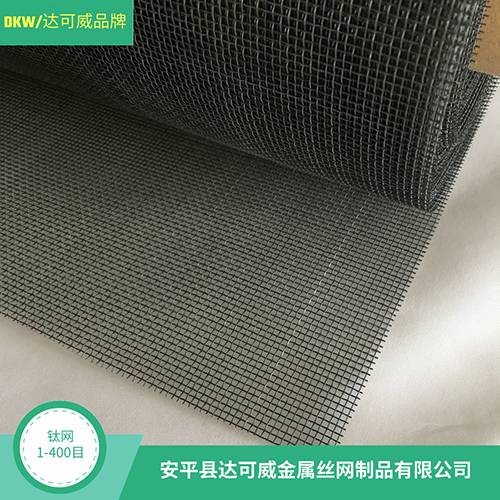
钛及钛合金网、坡口外表及其两边20mm规模应进行外表清洁。可根据外表污染程度选用脱脂或机械整理。整理干净的焊丝和焊件,不应再直接用手触摸。气割、等离子切割等火焰办法加工的坡口,应从变色部分机械加工掉2~3mm.加工后的坡口外表应平坦、光滑、不得有裂纹、分层、搀杂、毛刺、飞边和氧化色。

坡口外表应呈银白色金属光泽。特别应注意的是喷砂面钛板的坡口两边10mm规模内有必要去除氧化膜,见金属光泽后再焊接。否则,将会呈现焊缝边缘气孔。
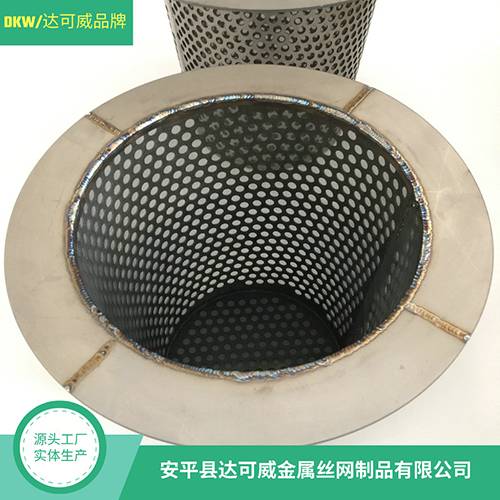
换热器未穿管前,换热管整根管子铲除外表附着物;管端铲除外表氧化膜、油污、水渍和毛刺;清洁长度不小于管外径,且不小于25mm.管板和折流板全体去除油污和毛刺。换热管伸出管板过长时,使用机械办法削平,不能用砂轮打磨。
钛-钢复合板起边后的坡口边缘10mm规模内的剩余钛打磨去除干净。这种剩余钛熔入钢焊缝将会构成微裂纹。