材质:纯钛及钛合金
牌号:TA1/TA2/TA9/TA10
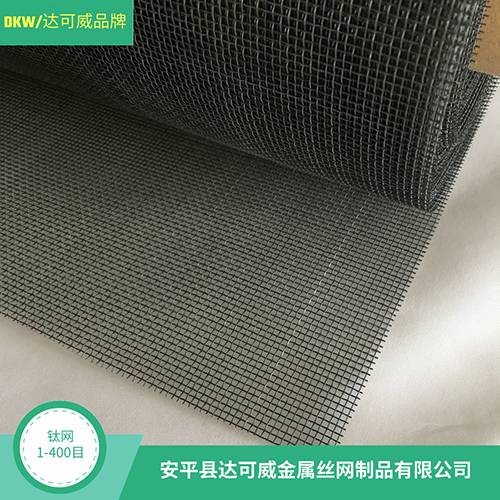
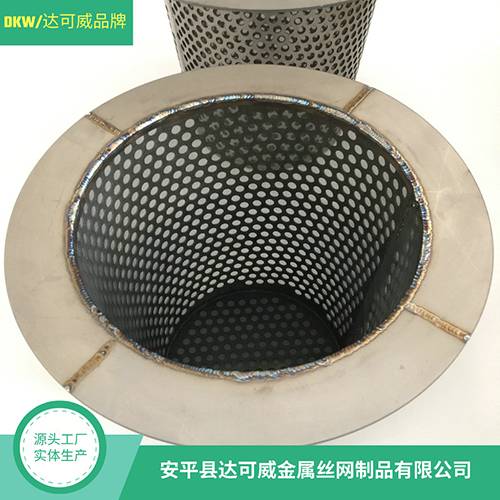
孔型:圆孔、方孔
外形:圆柱型、Y型、锥形
过滤精度:63微米-50毫米
直径:10mm-8米可根据客户要求定制加工

气孔是钛滤芯焊接是比较容易产生的缺陷,主要原因是由于氢影响的结果。板材、焊材表面不干净,操作者手套上的水分、油脂,角磨机磨下的沙粒、飞尘等都是氢的来源。焊缝金属形成气孔主要影响到接头的疲劳强度。
防止产生焊接钛滤芯气孔的工艺措施主要有:
保护氖气要纯,纯度应不低于99.99%,导气管应用增强塑料管,不能用橡胶管。
彻底清除焊件表面、焊丝表面上的氧化皮油污等有机物。
对熔池施以良好的气体保护,控制好氩气的流量及流速,防止产生紊流现象,影响保护效果。
正确选择焊接工艺参数,增加熔池焊缝金属停留时间,使气泡逸出,可有效地减少气孔。
焊接时采用小的热输入,最好采用脉冲氩弧焊,既可改善接头塑性,减小过热和粗晶、减小变形,又可增加了熔深,减小了气孔的产生。

在钛滤芯的焊接现场最好单独划分出一块区域,非专业人员不得入内,以保护该区域的洁净,所有施焊人员应穿干净工作服,戴针织手套或薄羊皮手套,不能戴棉线手套,进入罐内施焊,鞋要套上鞋套。
坡口及其两侧各50mm以内的内外表面及焊丝表面应清除油污,并用细锉奥氏体不锈钢丝刷、铣刀等机械方法清除氧化膜、毛刺和表面缺陷,清理工具应专用,并保持清洁;经机械清理后的表面,焊接前应使用不含硫的丙酮或乙醇进行脱脂处理,严禁使用三氯乙烯、四氯化碳等氯化物溶剂,不得将棉质纤维附于坡口表面。根据技术要求,焊前对施焊环境作了“菲绕琳”试验,在焊缝周围做了“铁离子”污染试验,经试验合格后才进行施焊。
清洗质量的好坏会直接影响到焊接裂纹的产生,清洗质量不好时,会在母材及焊丝表面上生成一层灰白色的吸气层,导致焊接裂纹和气孔的产生,因此钛滤芯清洗时要注意以下几点:
钛滤芯先采用酸洗。最后用清水冲洗干净并吹干。
焊丝在酸洗后一般需要进行脱氢处理,焊前再脱脂。
严禁使用氧化物脱脂。
清洗时不得戴橡皮手套,以免橡皮和脱脂溶剂发生反应使焊缝产生气孔。
清洗后的焊口